
In our fast-paced culture, there has never been a greater need for efficient operations. When it comes to companies that support consumerism, optical sorting has been essential in accelerating the production of goods and their placement on shop shelves. From the creation of a product in a factory to its final rebirth in a recycling facility, the function of an optical sorter in our society goes full circle.
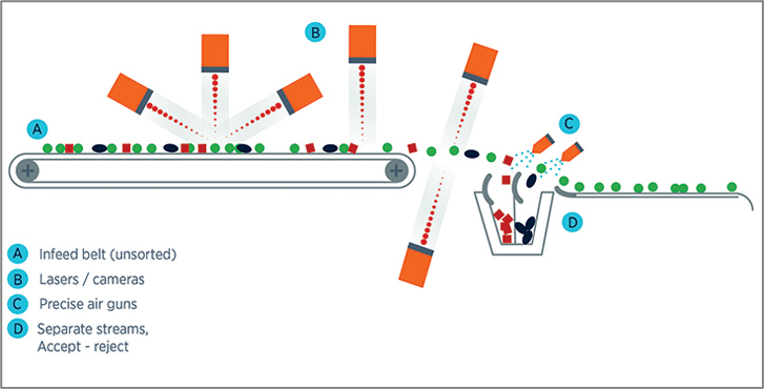
Automated optical sorting uses cameras and/or lasers to separate solid goods. The equipment can determine size, shape, color, structural features, and chemical composition based on the physical sensors employed and the software algorithms utilized. These systems are capable of recognizing a wide range of characteristics. Cameras are excellent at recognizing differences in color, size, and shape of the objects under inspection, whereas laser can detect underlying structural differences.
HISTORY
The first humans to recognize the importance of sorting were neolithic farmers who wanted to keep the best seeds for replanting. Since then, sorting has been critical to economic improvement in every phase of human endeavor by making what we do easier, faster or more efficient. While some sorting techniques make use of our sense of touch or smell, the vast majority rely on vision and the associated optics.
Automated optical sorting technology was conceived in America in the 1930s, and first commercialized by the Electric Sorting Company which began selling the world’s first color sorters to Michigan bean farmers in 1932. The next thirty years saw the rapid adoption of the technology for many agricultural products as improved mechanical designs, including pickers and feeders, generated massive productivity gains in the labor-intensive farming sector. By the end of the 1960s, optical sorting had moved into the non-farm sector and was especially prevalent in the sorting of solid waste for recycling.
The technological revolution of the late 1990s and early 2000s saw optical sorters become more efficient via the implementation of new optical sensors, like CCD, UV, and IR cameras. Today, there are almost no industries that don’t employ some variety of optical sorting equipment. These systems are used in every stage of the production process, from choosing the right raw materials, through optimizing the manufacturing process and eliminating rejects, and finally to deselecting products with expired shelf life.
Automated optical sorting uses cameras and/or lasers to separate solid goods. The equipment can determine size, shape, color, structural features, and chemical composition based on the physical sensors employed and the software algorithms utilized. These systems are capable of recognizing a wide range of characteristics. Cameras are excellent at recognizing differences in color, size, and shape of the objects under inspection, whereas laser can detect underlying structural differences.
ADVANCED MANUFACTURING
Companies like Performance Plastics Ltd., a premiere precision injection molding and engineered solutions company, utilize optical sorting as a key component to their process. Looking for defects such as basket conformities, shorts, flash, and locking snaps PPLs vision systems can identify over 2500 potential defects while processing close to 4000 units per hour. This puts them on pace to inspect over 40,000,000 units per year!
FOOD AND DRINK
Food companies remain a major market for optical sorters. These devices use advanced imaging software to classify products by grade from “premium” down to “reject”. Harvesting software can also determine if a particular fruit or vegetable needs to remain longer on the vine to ripen.
Coffee
One of the earliest optical sorters was made for sorting coffee beans in the late 1930s. These machines utilized optical filters to discern color differences between beans in order to remove overripe or underripe beans, known as quakers. The shape and size of the beans are also critical parameters for differentiating coffee quality.
Coffee beans are channeled and passed under a camera for grading. Air jets further along the line can eject unwanted beans and sort the remainder into separate quality categories. Tens of thousands of beans can be processed per minute in this way. The grader also detects pebbles, sticks and other unwanted objects.
Wine
In the wine manufacturing process, grapes are sorted similarly to coffee beans. The sorting is important to ensure that no un-ripened fruit is involved in the wine making process, as this would negatively affect the taste. In comparison to the tedious hand sorting approach previously used, machine-based harvesting is much faster and has a much lower error rate.

Figure 2.0 Scharfenberger Euroselect optical-sorter(https://euromachinesusa.com/products/crushpad/scharfenberger-euroselect-optical-sorter/)
Figure 2 Imaging software in Scharfenberger Euroselect optical-sorter
RECYCLING
In the 1960’s new industries started implementing optical sorting machines. Material recovery plants have been able to lessen their reliance on personnel to categorize a wide range of materials thanks to optical sorting. As technology progresses, optical sorting machines are being used in recycling centers to separate recyclables, make high-quality commodities, and reduce labor costs.
Raw feedstock containing recyclable material is loaded onto a conveyor belt and moved under bright light. Different materials possess distinctive reflection signatures. A spectrometer can identify these signatures and drive mechanical and/or magnetic selection equipment to sort the stream into ferrous and non-ferrous metals, plastic, glass and organic process streams.
 Figure 3.0 Pellencst Optical Sorter
Figure 3.0 Pellencst Optical Sorter
https://www.pellencst.com
The United States Post Office utilizes over 8,500 pieces of sorting equipment to validate and direct the delivery of what amounts to roughly half of the entire worlds mail. This equipment replaces what used to be a team of people standing in front of a massive wall of cubby holes, reading addresses and hopefully finding the correct cubby hole to place it in.
The USPS optical sorting machines start by using UV light to validate the postage, orient the letter and apply a post mark. The mail is then sent through an optical character reader that will read the address and spray a bar code on the piece of mail. Most zip codes are now between 17 and 19 characters hidden in the bar code that will direct the mail at least to your block, if not right to your doorstep.
Once the letter reaches its local distribution center, it is sorted a final time for your mail carrier walking his route.
THE FUTURE OF OPTICAL SORTING
Driven by the need to solve previously impossible sorting challenges, a new generation of sorters that feature multispectral and hyperspectral imaging systems are being developed. Unlike traditional sorting cameras, which divide light into three bands, hyperspectral systems can divide light into hundreds of narrow bands over a continuous range that covers a vast portion of the electromagnetic spectrum. Compared to the three data points per pixel collected by traditional sorting cameras, hyperspectral cameras can collect hundreds of data points per pixel, which are combined to create a unique spectral signature for each object.
In the coming years it will be exciting to see what new improvements in the optical sorting field will bring and Andover Corporation is excited to be a part of that journey.
RESOURCES:
https://www.waste360.com/commentary/look-optical-sorting
https://www.scientificamerican.com/article/mail-sorting-machines-are-crucial-for-the-u-s-postal-service/